
聊城电焊培训学校
咨询热线 17051360550
课程详情 学校简介 学校地址 网上报名
关键词:聊城管道电焊培训多少钱 聊城氩弧焊工培训哪有
坡口清理:组对前,首先进行坡口清理。用角向磨光机或电动钢丝刷清除坡口及正反面边缘25mm范围内的油、锈、水及其它污物,直至全部露出金属光泽。

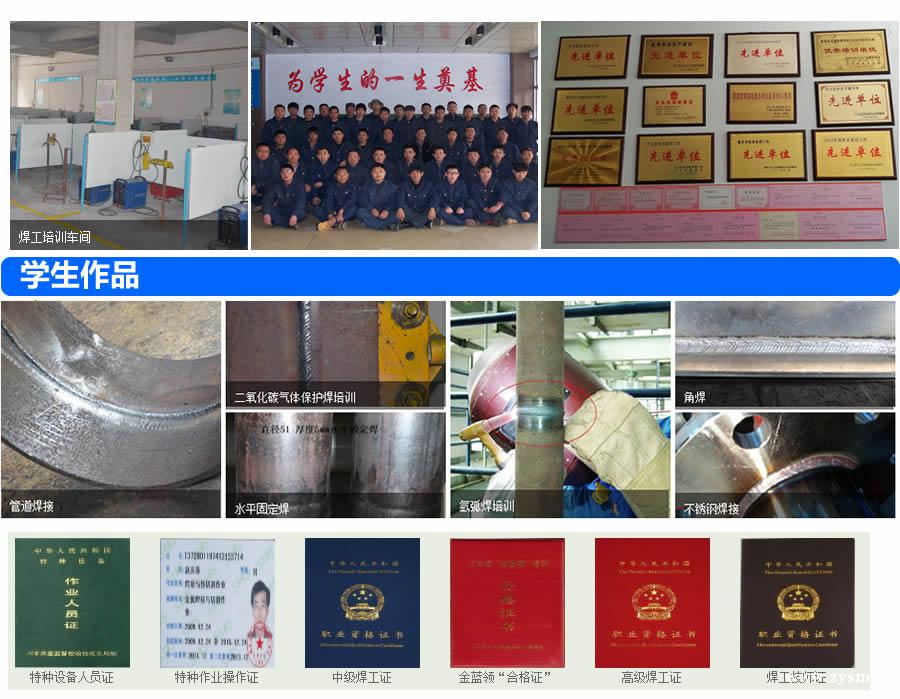

聊城电焊培训学校,,是一所规范化、现代化学校,专注电焊培训,经过多年不懈努力,国强已成为江苏省焊接培训知名品牌,获得了社会各界的广泛赞誉。学校环境优美,地理位置优越,多路公交车经我校直达火车站、汽车站,交通十分便利。学校师资力量雄厚,设施齐全;拥有国内先进的交、直流电弧焊机、二氧化碳气体保护焊机、逆变方波交直流氩弧焊机、氩弧焊机、纤维素焊条+半自动(药芯自保护焊丝)下向焊、专用焊机、气焊、气割、半自动气割、磁力管道全位气割等设备。学员来我校可以得 到系统全方面的正规培训和指导。
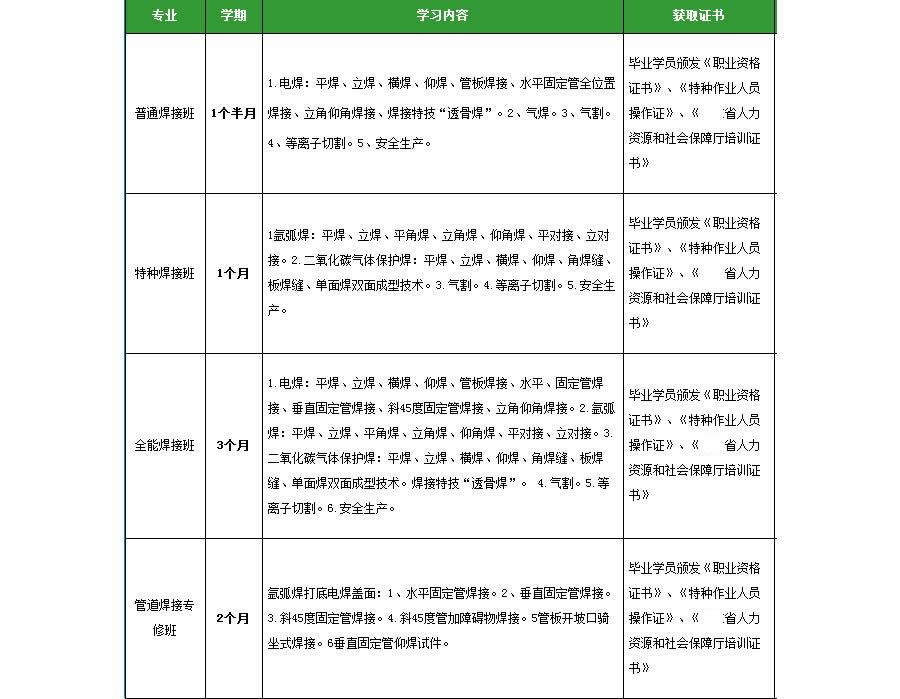
本校结合国内外先进教学经验,理论与实践相结合,以理论够用,侧重实践的教学方式。实习材料不限制,老师手把手指导,让每位学员自己动手反复练习,毕业后达到独立上岗的水平。学校采用校企联合培训,免费安置工作,毕业颁发全国通用、上网可查的《职业资格证书》,《特种作业操作证》和《特种设备操作人员证》(也叫锅炉压力容器高压焊工证)。
自办学来已为社会培养了大量焊接人才,分布在祖国的大江南北,在各自的工作岗位上辛勤工作,为祖国和人民贡献了青春和力量。国强的成绩是上级领导、社会各界、广大学生及其家长支持的结果,我们会在今后的工作中再接再励,不断努力,来感谢大家!
我校常年招生、随到随学,欢迎全国各地的用人单位和莘莘学子前来我校参观学习。
学校名称:聊城电焊培训学校
固定电话:17051360550
授课地址:山东省聊城市 预约参观





